Screw retort lines
We use our screw retort systems for the fully automatic hardening and tempering of rolling elements. Over the past decades, our team consistently kept on further developing this system. Thanks to that, bulk goods with diameters from 0.6 to 60mm can be continuously heat-treated. The rolling elements are dosed gravimetrically into the screw conveyor, which transports the parts through the furnace chamber, with inert gas, and transfers them to a quenching bath below. Depending on the part geometry, a combination with basket or screw discharge systems is possible. Tempering at temperatures up to 400 °C also takes place in a furnace with a screw conveyor. The great advantage of this design is its energy-saving heat treatment, since only the annealing material has to be heated. The screw conveyor in the furnace is constantly under temperature and located outside the processing chamber.

Continuous mesh belt furnace unit
Our heat treatment lines with belt transport systems can also cost-effectively temper, carbonate, and carburize parts prone to damage, such as automotive engine elements, chain parts, screws and finely forged gearwheels, as bulk goods and at reproducible parameters. This conveyor type is suitable for both high-temperature and tempering furnaces and available in the form of our model series DOBES and DOBGS.
The transfer to and through quenching baths and washing facilities can take place either with special transport baskets or belt conveyors. The transport in baskets is particularly suitable for small parts with diameters from 0.6 to 6mm and offers the advantage of almost complete oil recovery through centrifuges. We have been producing our furnaces without muffles and with an inert gas-tight outer seal and fixed belt support grids since 1998. Doing so, makes the furnace almost maintenance-free and also eliminates expensive and time-consuming muffle changes.

Roller hearth furnaces
Our roller hearth furnaces, model DORES, are suitable for the heat treatment of flat, thin-walled components, beginning at a diameter of 42mm. These parts, which are used for e.g. rolling bearings, automotive clutches and motors, or as disc springs, run without grates or any further foundational structures on small, individually powered rollers through the furnace chamber with inert gas. The discharge of parts from the furnace into the connected quenching device is cycled in high speed.
Here, it is possible to combine this process with a hardening press or a gas quenching station. We use Rollmod® as the high-temperature transport system. Depending on your required throughput, type of heat treatment and part geometry, we will design the furnace or recommend the optimal furnace design.
Paternoster furnaces
Our Paternoster furnaces, model POE or POG, can be integrated into continuously conveying production lines and are specifically designed to save space. In a normal atmosphere and depending on its design, heat treatment up to a maximum operating temperature of 500°C is possible.
Disc springs of different diameters, shock absorber pistons with different lengths as well as various other components can be heated, tempered and cooled on special receptacles grouped together as transport nacelles. Gas or electric heating as well as a combination of both have already been implemented.
Depending on your required throughput, part geometry, and options of parts supply and removal, we will develop or recommend the optimal furnace solution.

Chamber, top-hat and special furnaces
Chamber furnaces
Our chamber furnaces, from a useful chamber volume of approx. 1m³, are designed for a wide variety of applications and heat treatment processes. Heating can be carried out electrically or with gas for furnace temperatures from 100° up to 1300°C.
All chamber furnaces are characterized by relatively high energy efficiency.
Top-hat furnaces
Our batch operated top-hat furnaces, e.g., for quenching and tempering of rolling bearing rings up to a diameter of 1200 mm, usually consist of the following components: Top-hat annealing furnace with muffle, salt quenching bath, cooling station, washing machine with salt recovery, chamber tempering furnace and charging trolley.
The heat treatment material is transported from station to station on special transport grids by the rail-guided charging trolley either by manual control or in automatic mode. Batches weighing up to 1200 kg can be heat treated. The salt quenching bath with air or water cooling is designed for both bainitic and martensitic hardening.
We design your plant according to your needs.
Possible heat treatment processes: Annealing, tempering, hardening, quenching and carburizing.
Special furnaces
We produce a wide range of equipment and components for heat treatment broaching according to customer requirements. Among them are also special solutions that are individually tailored to their needs.

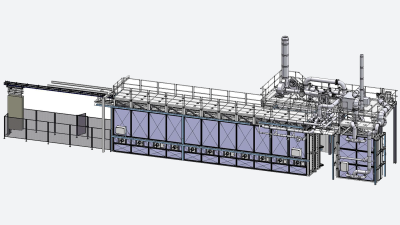
Monorail continuous furnace system
As an extension of our furnace-lines program, we have developed a 2-lane continuous furnace with an overhead conveyor system. In these furnaces, it is possible to transport large products hanging on transport traverses through the drying, heat treatment (baking) and cooling zones. The zones are modular, can be configured based on customer requirements, and operated under ATEX conditions. In the treatment zones, coatings can be dried and baked at up to 580°C for products with a height of up to 3m. The individual zones can either be gas or e-heated. Heating with natural gas takes place indirectly with recuperation burners installed in steel pipes. An overhead conveyor, integrated into the supporting frame above the furnace ceiling and outside of the processing chamber, transports the products either cycled or continuously through the line. For the overhead conveyor system, we can use the clients’ already existing system or recommend one. Depending on the design, only the heat treatment goods and a small part of the transport equipment need to be heated. The installation of Reku burners and a downstream flue gas boiler, allow to indirectly and thus very efficiently heat the evaporation and drying zones. The DOKGE model, shown here, requires space of approx. 23 * 6m (l *w) and has a heating output of approx. 1020 kW.